 |
 |
 |
|
Boiler ChemicalIdeal for hard water conditions. Chemworld 1394 is an All-in-One All-Polymer internal treatment product. Chemworld 1394 includes polymer for deposit control, alkalinity builder for maintaining the boiler alkalinity, and sulfite for removing oxygen from the boiler water.
Chemworld 1394 does not include neutralizing amine which, if required, should be fed in combination with this product to maintain condensate quality. Chemworld 1394 is typically used in systems with make-up water that has not been softened.
This product is ideal:
- For gradual removal of existing boiler scale. Install a softener before using. If you do not stop new scale from entering, the problem will never go away.
- Feedrates: 1100 to 3300 ppm should be sufficient when specified operating conditions are met.
- Maximum feedwater hardness is 5 ppm as CaCO3 for minimum recommended treatment concentration.
- For those that want more details of control (but follow the directions below in order to keep it simple.) Keep "P' Alkalinity in the range of 300 to 600 ppm; sulfite (SO3) residual 20 to 40 ppm , and Make-up 'M' Alk = 15 to 50 ppm as CaCO3.
- For condensate returns > 60%.
- The easiest way to use this chemical is to monitor conductivity and sulfite.
How to use:
ChemWorld 1394 is an all-in-boiler chemical. They are designed to make boiler chemical feeding and testing easy.
- Download our boiler testing logsheet and use it as a reference.
- Feed the chemical as far back into your steam boiler system (into the feed water tank, DA tank, or feed water line). This will ensure the metal as far back in the system is protected against corrosion.
- Keep a minimum of 20 ppm of sulfite residual (or use ASTM standards) on all active and idle boiler systems to reduce the risk of oxygen corrosion within your boiler. If you have excess product, it will raise your conductivity levels but will have no adverse effect on your boiler. You are just wasting chemical, water, and thermal energy within the water.
- If your boiler conductivity is too low, you are probably blowdown to much water or grossly overfeeding the chemical. Reduce blowdown and reduce chemical dosage and wait a few days. Allow the water to cycle up again within the boiler. Remember the purpose of your steam boiler system is to reuse water. Target a conductivity of 2,000 to 3,000 umhos (most steam boilers). For mid to large size steam boilers, we always recommend automation with a LakeWood Conductivity Controller. Using a Myron Meter is an easy way to verify your conductivity of your controller and boiler water.
- This chemical will add additional conductivity to your boiler water. Overfeeding will have no adverse effect to the boiler, but it will waste chemical and you will blowdown excess water. Conductivity is a measurement of dissolved solids, dissolved gases, and suspended solids.
- Add more product as needed based on sulfite residual in your boiler water, but remember to keep your conductivity in range or your sulfite reading will be irrelevant. Use a Sulfite Test Kit to verify your residual.
- Monitor the boiler water Hardness as a reference.
- This product needs to be added daily, bi-weekly, or weekly depending on how your systems operate. In theory, the more frequently you add it, the less you will use.
- The purpose of the chemical is to prevent corrosion and scale prevention. As long as you have any sulfite in the boiler water, it means you have no dissolved oxygen in the boiler water.
- If you have any other questions, please email us at [email protected]. Remember to keep it simple. This is an easy boiler chemical to use as long as you get it into the system, you maintain proper conductivity levels within the boiler, you have a good operating softener, and you periodically check that sulfite is in the boiler. Do not over complicate it.
For new steam boiler startups, consider purchasing our Steam Boiler Startup Kit.
This product is manufactured to order per ISO specifications. Lead time on production is 4 to 7 days.
Free shipping transit time in business days as of March 2026 (After Production). 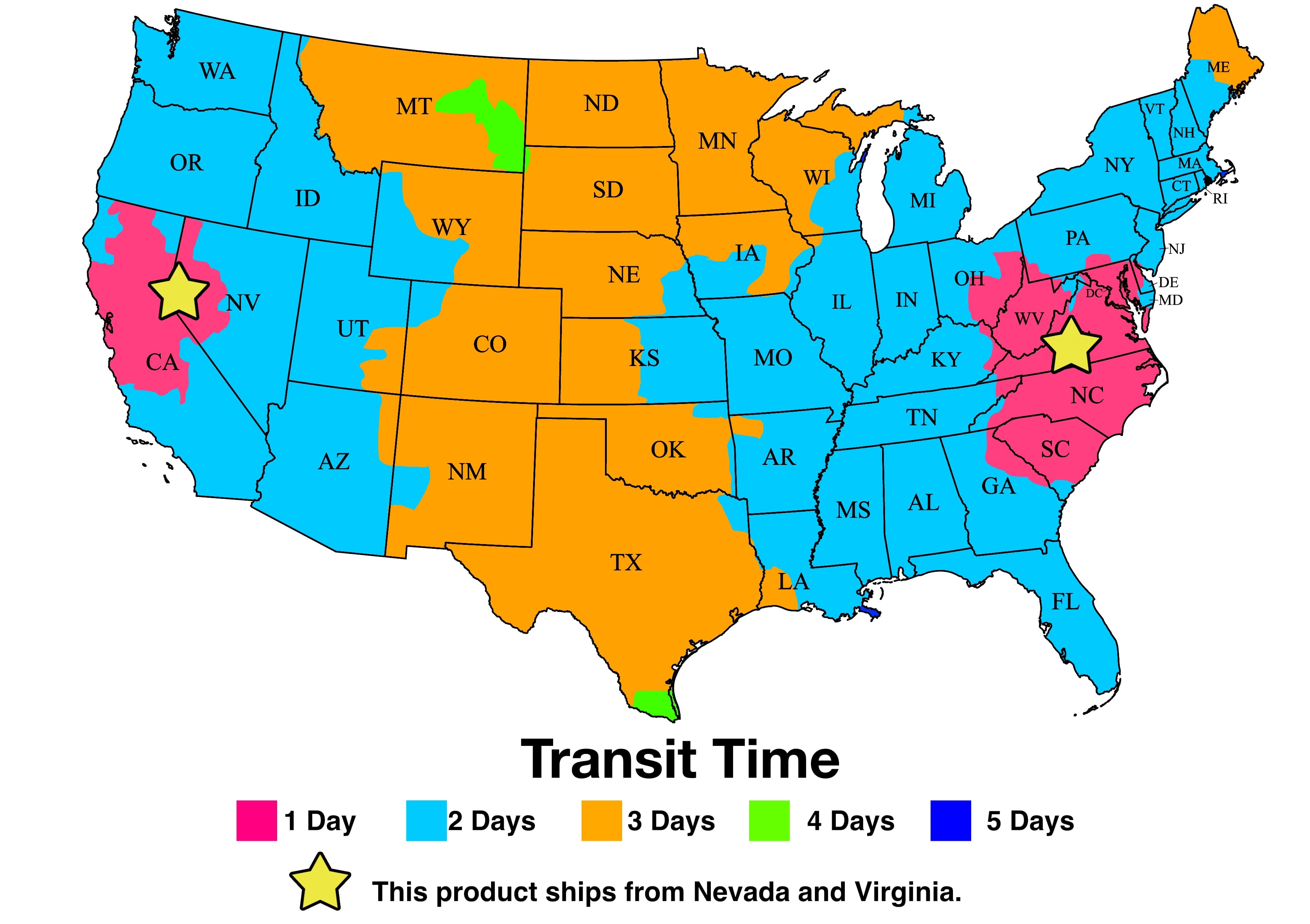 Remember production time is 4 to 7 days. This map is transit time. You will receive your tracking number within a week after ordering. Remember production time is 4 to 7 days. This map is transit time. You will receive your tracking number within a week after ordering.
|
|
|
 |
|
 |
|
|
|
 |
|
 |
|
Frequently Asked Questions
Does your boiler chemical 1394 require hazmat shipping? Yes, this product requires hazmat shipping. Please refer to the Safety Data Sheet for more details.
Could you help with the recommended mix of the amount per volume of the system? We recommend a feedrate of 1100 to 3300 ppm. The rest varies depending on your water conditions. Please see refer the the usage instructions for more details.
What is the VOC content of the Chemworld 1394? Our lab got a VOC value of 0.0% by weight.
|
|
|
|
|
|
|


 Boiler Chemical
Boiler Chemical 
